The picking process is a fundamental role in warehouse and distribution practices.
The picking process is a fundamental role in warehouse and distribution practices.
Making this process as effective and efficient as possible is crucial to the long term success of any distribution center or warehouse.
However, most system integrators seem confused about what the employee’s primary job entails.
Granted, it has a few sub sections.
1. Travel time (walking or driving to each location)
2. Picking time (actually picking the specified products)
3. Remaining activities (such as building/closing /moving a box, removing empty boxes, finding a pick list, checking off a paper, checking someone else’s work, pushing buttons, finding a location, scanning a location, applying labels, creating bundles, etc.)
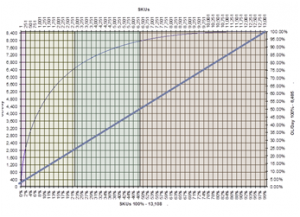
But the main job is to pick the products for the orders that you need. However, if you have a traditional person-to-product warehouse, you are pretty much paying them to walk. According to Lou Cerny, Vice President of Sedlak, “In picking, it’s all about minimizing the amount of wasted time between picks. It’s not unusual for a picker to spend 70% of the time walking and 30% of the time picking.”
And that’s how we got to the title of this article; Do you have pickers or walkers?
The good news is that there are a few solutions to that problem.
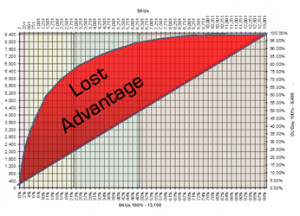
The best one is, of course, a Product-to-Person system. The person spends zero time getting to the work; it is presented to them automatically. If you can automate as much as possible, i.e.: the means of getting product where your employee can touch it, you have eliminated up to 70% of wasted time walking, thus allowing a more productive and cost-effective workflow.
Not only do you get the savings of not having a person trudging (or riding) through the warehouse, you also get the added benefit of saving space.
As a system integrator, we realize that while a Product-to-Person solution is the best way to solve this problem it is not feasible in all distribution centers. For that reason our next article will focus on a different way to make your picking more efficient.
The next article in this series will introduce you with additional ways a good systems integrator can help you can increase the picking time vs. the walking time.
Have you used Product-to-Person strategies in your distribution center? What changes have you seen? Please comment below and let us know!